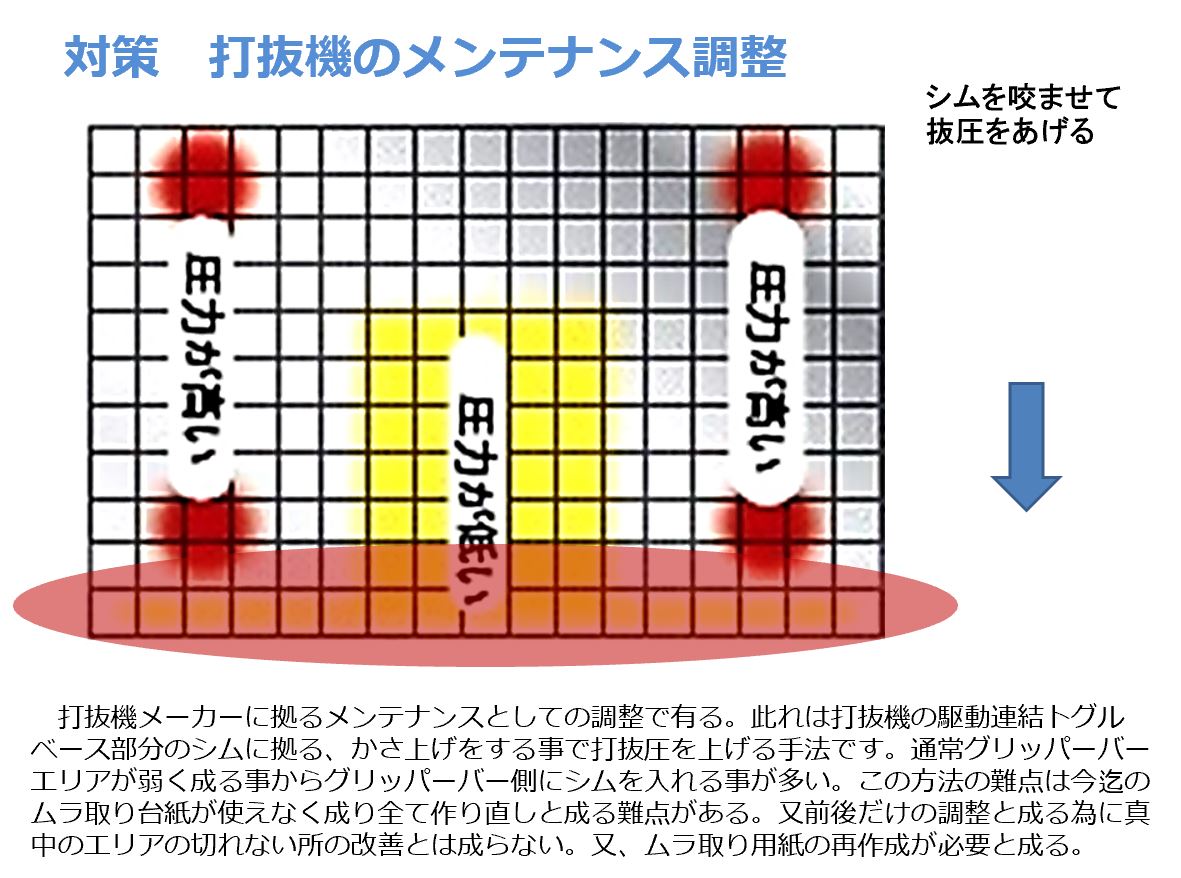
紙粉対策
紙粉に困っている会社様は多い・・・・・
昨日も一件の問い合わせが有った。
紙粉対策として一般的には下記の事が重要だと云われているが・・・
①刃先の形状 ②刃先の微細研磨 ③刃先の潰れ ④打抜紙の抑え込み(コルク・バルコラン・etc・・・
これらの事を板紙と段ボールや合紙・薄紙で考えなければ成らない・・・
板紙と段ボールは違う
ただ板紙と段ボールは抜きの基本的な考え方が違うので一緒に考える事は不可能で有る。
何故なら板紙の厚みムラの概念と段ボール切断での中芯枚数での紙厚は全く別の次元の問題であるからだ。
下の写真の様にAでのカットは中芯3枚をカットする事になるしBでは中芯が1枚しかカットがされない。表裏ライナーと共に5枚か?3枚か?この事はコントロール出来ないので中芯ヒゲ問題にもなっている。
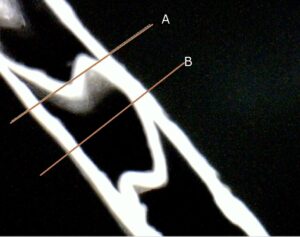
なにが言いたいか?と云うと板紙薄紙は製紙漉きムラなど無いに等しいが段ボールの切断厚みムラとは潰した時に60%以上の厚み違いが生じる。
切断メカニズムの違いを考慮
私が技術セミナーで印刷紙器と段ボールが別なのは切断メカニズムが全く違うからだ。
先般も大手内装段ボール打抜現場責任者とのお話で「抜き初めに急に切れなくなる」との話が有りました。なかなか知識が有る方なのですが5枚切断する事が多く成るプレスの時は余計な抜圧が掛かるから切れないので有る。当然な事で抜圧不足と云う事である。知らないオペレーターさんはココで又!ムラ取りをしてムラ作りと時間を掛けている訳である。
と云う事で以下の紙粉対策は段ボール以外の事で考えてみたい。
①刃先形状
現在刃先形状で紙粉対策刃物として刃先0.03R?のだったかの刃物が出ています。もう特許も切れていると思われるドイツ抜型メーカーマーバッハ社の技術で有る。刃先をR形状にする事で10年以上前に国内刃物メーカー塚谷刃物さんがマーバッハから輸入して販売して現在は特許専用実施権契約をして販売をしています。特許が切れた現在に支払いがされているか?判りませんが???
輸入当時は柔らかい溝切テープ保存用置面版SUS304面板の使用では全く効果が無く逆に紙粉が増えた(笑
現在のDP2など硬質面板では効果が認められている。
後は刃先鈍角刃が一般的で有るがコレもフイルム貼りの打抜用紙ではフイルムの糸状紙粉が発生してしまう。
基本的に刃先を出来るだけ潰さない事を考えた対処方法で有る。
私は刃先は鋭角の方が切断では圧倒的に有利と考えている。こういうと業界内の専門家は刃先が潰れ易いので有り得ないと云われます。
長岡技術科学大学で先日に話をしましたが一般的には有り得ないと云われました。カムの簡易プレス機で刃先耐久性テストしているデーターは私は全く信用していません。何故なら再下肢点が決まっているテスト機と打抜機は全く別で打抜機自体の歪みも全く考慮されていないからです。
元々はドイツなどでテストした論文を元に国内でテストしてまとめた物に過ぎないからです。
私はLCC社占部社長様がしているような喧嘩をしようと考えている訳ではございません。日本が誇れるような技術確立をして行きたいだけと考えています。
②刃先微細研磨
ミラーなどと云われドンドン微細化されています。刃先が打抜紙に入り込む時の抵抗を減らす考え方で先程の表面フイルム貼りの打抜紙の時にも有効と思われます。刃先形状斜面を研磨する考え方は間違っていませんが抵抗を無くす為には鋭角にした方が手っ取り早いと考えています。
③刃先潰れ
一般的には3年も使用した打抜機では120μ~160μの抜圧違いが起こっています。経時変化なので日々の積み重ねで違いが発生してしまいます。そんな打抜機で丁寧にムラ取りをされる打抜現場でも50%切れた所からのムラ取り作業と思われます。この段階で初めに切れた刃先は120μの半分60μ潰さないと50%に成らない事をオペレターさんは意識しているか?・・・・・そんな会社が紙粉が・・・・などと考える事自体が間違いで刃先形状や刃先微細研磨などを考える事自体がおこがましいと私は考えています。
④打抜紙の抑え込み
これも非常に重要で罫線や刃先の入り込みで表層が裂けるのを防がなければなりません。この対策に全部バルコランなど硬質のゴムを貼り対策をされています。なるほど切り口が見違えるほど綺麗です。なら面板も1.5mmDP2や1500STなど硬い面板などに罫線溝を掘り込むメタルカッティングプレートに変えるべきです。この場合抜型のベニヤ伸縮率が有りメタルダイやサンドイッチダイに変えなければいけませんがベニヤ抜型にも対応出来る様に片山抜型さんの分割式カッティングプレート技術とかも有ります。当社面ピタ君も片山さんの技術に抵触していましたので専用実施権使用料をお支払いしているはずです。・・・・わずかですが特許期間終わっていても片山抜型さんへの敬意は変わりませんから・・・
最終的に板紙の一番の紙粉対策は私は鋭角刃物を刃先を潰さずに使う事だと言い切れます。
打抜機が通紙しないと抜圧が掛からない平盤自動箔押しの様ならば・・・・
関連記事
関連ブログ https://dieranger.com/blog/archives/688