
















- 下ピン無しのストリッピングでメジャーなのはドイツ抜型メーカーのマーバッハ社のマーバストリップが一般的に世界に広まっている。
マーバストリップ詳細・・・https://www.facebook.com/1061326050567576/photos/a.1069342119765969/1069343353099179
抜型メーカーの(株)メイク・ア・ボックスでも2015年位から取組んでいたのだが2017年に英国C&Tマトリックス社が販売開始したSPEEDPIN(スピードピン)の日本代理店に成った事で加速化させた。
SPEEDPIN概要・・・・
https://dieranger.com/blog/archives/6
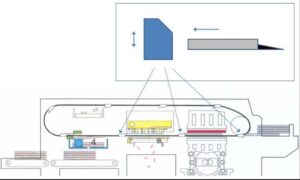
併せて(株)日本製図器工業様で保管されていた欧州シルコプラン社製自動ピン打機を導入した。当機はCADデーターを読取り自動でクラウンピンを打ち入れる機械でクラウンピンが条件で無いと下ピン無しの落丁は無理なので有る。反面に金属板にトゲを出して折り曲げたマーバストリップ使用の考え方も有るのだが自動でクラウンピンを打ち入れる自動ピン打機はありがたかった。
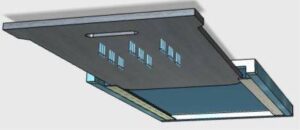
ストリッピングに取組んで簡単なセット方法と云う事でオス型フレーム枠に横からスライド式にセットする方法を考案した。三和製作所の菊全の打抜機での地元印刷紙器会社様で有った。
スライド式オン型イメージ
併せてオン型メン型の固定位置調査治具を考案した。
※概要・・・打抜ステーションでテスト用紙に抜型で4隅に+に刃を入れます。次にストリッピングステーションでオス型とメス型で各4隅の+刃の痕に対角で内側と外側にオス型とメス型に配置した突針で痕を付けます。このテスト用紙はグリッパーバーの本数分を出来る限り通常打抜速度で通紙する。グリッパーバーに一本にテープを貼り動画を取れば何枚目がテープ付きグリッパーバーが咥えたかを判別する事で正常で無いグリッパーバーの特定も出来ます。尚、テスト用紙は薄口と厚口と段ボールの各縦目横目で通紙する事が望ましい。(垂れ下がりで位置ズレが有る場合が多い)
関連図面・・・https://www.facebook.com/media/set/?vanity=1061326050567576&set=a.1065114773522037
此処迄取組んで三和打抜機でストリッピングを完成させたが一年位経過してお客様から上手く行かなくなったと連絡が来た。調査するとオンメンの位置が狂ってきてるのである。
判ったことは打抜機のグリッパーバーは最新式はチェーン伸びなどで左右されない給紙クワエ部と打抜機部とストリッピング部でバーの位置補正装置が有り正確な位置が補正されるのだが補正部品が摩耗で経時変化を起こす事が判った。ただ落ちない理由はそこでは無くオス型フレームにガタが出来ているのでだった。正確には操作盤反対側に有るオスフレームの位置決めボルトのゆるみで有った。
打抜機の1年毎のメンテナンスを受けないでいる事で発生していた。打抜機はメーカーに依るメンテナンスはして頂きたい。
この事から新たにオンメンストリップ型のセット方法を考案した。「CPJストリップ」となずけている。
オンメンストリップ下ピン無しの上手く行かない理由はメン型の位置ずれが全てで有る。
マーバストリップは穴カス形状より1mm~1.5mm小さくメン型穴を設定する。中々正確な位置でセット出来ないので場合に依れば3mm前後を小さくされている抜型メーカー様もおいでに成ります。その結果オン型に掛かる押す力が大きく成り過ぎで押しきれていない場合も多い。
スピードピンストリップの場合も樹脂製丸部分5パイのウチ穴カスに1mm~1.5mm引っかかる様に設置されている。3mm以上引っかかるとピンが折れてしまう。
ちゃんと機能される場合には0.5mm以上のズレは無くさないといけない。
穴数が多ければ尚更なので有る。新しいボブスト機ではオン型もメン型も微調整機構が付いている。本来はセンターラインで合わせれば良い筈なのに・・・ただ通紙材料の厚みが様々で、この事が難しい事をボブスト社も知っているので有ろう。
取り合えず毎回のメン型はセットした時に完全に都度合わせる方法に変更した。
私の考えたメス型合わせる方法は打抜きブランクの角やステ刃位置にメス型に50パイの穴を明けて+のケガいたフイルムを左右に貼る事で2箇所を正確に合わす事が可能と成る。
抜いた製品に合わすのが多数の穴をのぞき込んで合わすのは困難なのだが左右2箇所合わせれば全て合うのは非常に楽で確実性が高い!
システムとして権利利用権付でフイルムとかも一型分千円で販売しているのだがSPEEDPINを使っている抜型メーカー様に於いても売れていないのが不思議で有る。それぐらいメン型位置が重要だとマダ考えていないのだろう。
権利利用権付き内容・・・https://dieranger.com/blog/archives/721
メン型合わせる概要・・・https://dieranger.com/blog/archives/82
ストリップレンジャー概要・・・https://dieranger.com/jp/stripranger.php
https://www.cpj-s.com/blank-1?fbclid=IwAR0mssn0Ha8PomOqAXVBebPfMPF7r5tT70Z7aUIzo_NK_xIYi-X1OfwJ2SU
オン型は正確なメン型に拠って位置決めが可能な治具を考案した。「ジョインター」と名づけた。普通はオン型の合わせる方法は正確な位置だしをしたメン型にオスメス型の位置決め治具で他社様ではOMロックと云われる治具を使うのだがCPJストリップの場合下記の様な治具を使う。(現在三和製打抜機仕様変更で高さが変わっています」

オン型に取り付け正確な位置のメン型に同じ個所に穴を開けてオン型を上から滑らせてメン型穴に入ると位置が合う。既存の治具を使うと下にもぐり外さないといけないがこの方式はひと手間無くす事が可能です。
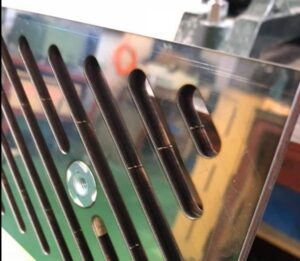
三和製作所打抜機や飯島製打抜機でのストリッピングオン型をパンチングメタルでの落丁ピンセットが多いのですが、逆にオン型を使おうとするとフレームに差し替えなど大変な手間でパンチングメタルストリッピングでオンメンストリップを使う会社様は先ず無かった。
私はパンチングメタルで簡単にオン型を使える様に考案した。パンチングメタルで12mmベニヤに32mmピンを打ち込んで直接にパンチングメタルに固定する方法で有る。

パンチングメタル用「マグネッター」を開発した。マグネットをオン型にはめ込み「ジョインター」で位置決めした状態でパンチングメタルを下すと「CPJマグネット」でくっつく!そのまま上にあげてビス止めすればセット完了でメン型セットからの全工程が15分で完了する。
パンチングメタル用オンメン概要・・・
https://www.cpj-s.com/blank-5
https://dieranger.com/blog/archives/47
あまりにも簡単にセット出来るので通常50mmピンのオン用のフレームでもこの方法を使いたいと云う事でパンチングメタル以外のお客様でもとのリクエストが多い!パンチングメタルを打抜機メーカー様に発注すると高価になる為に疑似パンチングメタルをステンレス板2枚の間にベニヤを挟み込み作ったのだが垂れ下がりの問題などでクリアー出来ずにコロナ禍で改善が止まっている。
ご迷惑掛けているので早急に改善したいと考えている。
オン型用フレームを使っていてオン型を簡単なジグで固定可能な治具が有るので探しているがもう販売はされていないようなので合わせて考えて行きたいと思う。
下ピン無しのストリッピングは、どのやり方が正しいのでは無く、如何に正確にメン型位置を合わせるかだと考えている。


