 平盤打抜機は通常トグル機構で下部打抜機部分を機械的に昇降させる。構造上クワエグリッパーバーで位置決めされて打抜く為にクワエ側を酷使する事に成る。
平盤打抜機は通常トグル機構で下部打抜機部分を機械的に昇降させる。構造上クワエグリッパーバーで位置決めされて打抜く為にクワエ側を酷使する事に成る。
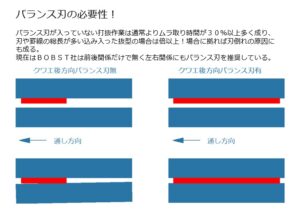
打抜機は本来打抜機全体サイズ抜圧を上昇する機構で有る事から全体に配置されていない抜型形状、すなわちグリッパーバークワエ側にしか配置されていない通紙巾の狭い抜型で抜圧を掛けるとクワエ側第一刃が特に切れない状況と成る。そして下請け業者に持ち込まれる抜型にはバランス刃が配置されてはいなくて困っているのが現状で有る。小さな組仕切りの多面付など刃の使用量が多い小さな抜型などにはムラトリが無理になる打抜作業も発生してしまう。
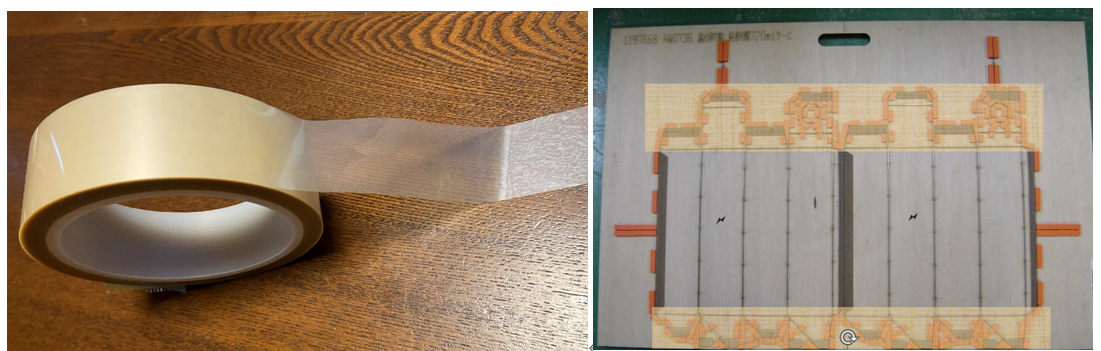
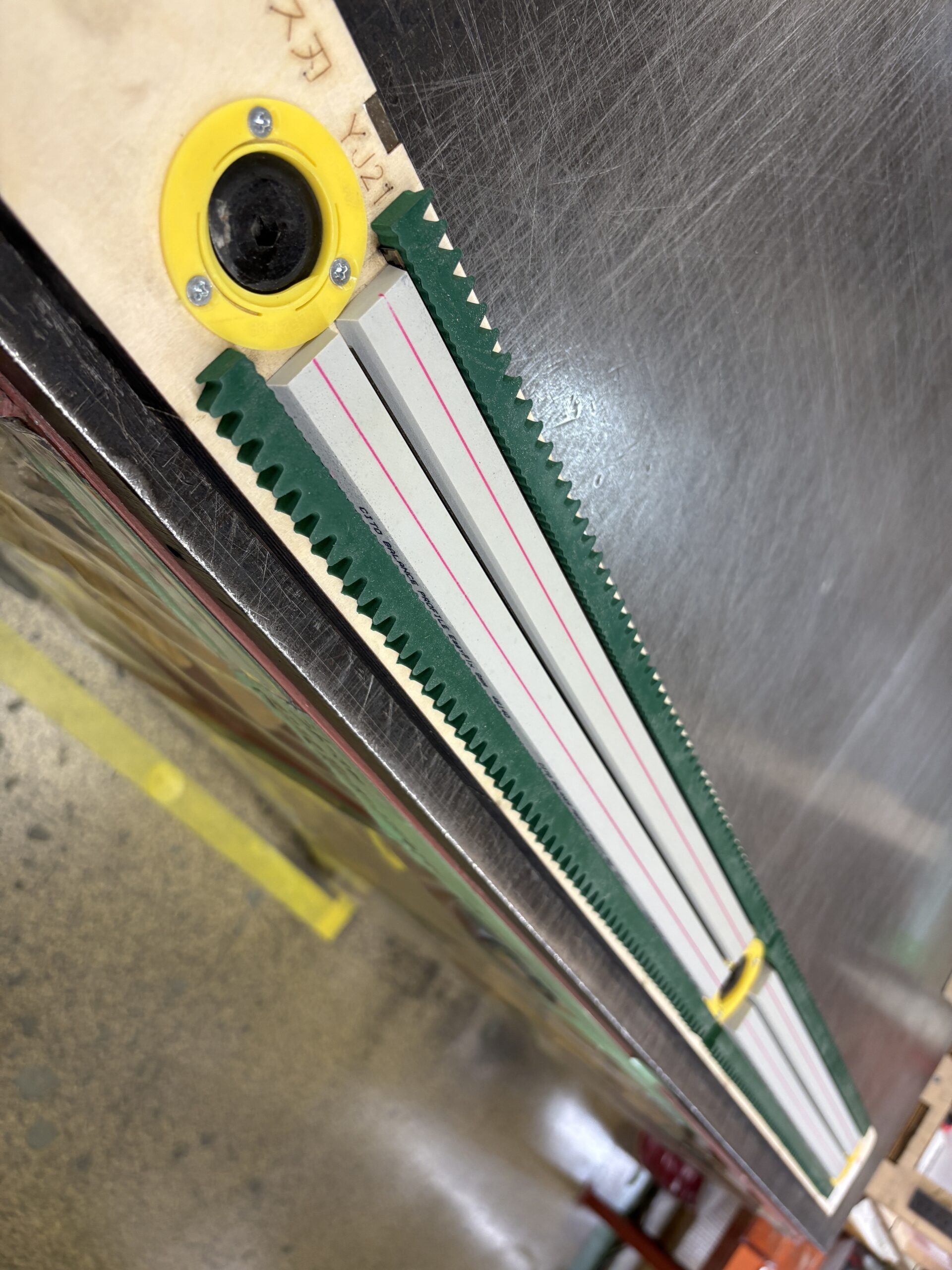
このことからクワエ反対側に磁石で簡単に脱着可能なバランス刃型を提供している。
写真は菊全の打抜機用に作ったバランス刃で有る。幅は90mmで6個のチェス枠厚み部分に張付く磁石とチェス裏板に張付く3個の磁石で取り付けをする。
刃は3本で有るがスポンジの代わりにCITO製の「バランスプロファイル」を使っている。
バランス刃が有無でムラトリ時間の差は大きいので後付のバランス刃は便利である。注意はバランス刃のエリアにムラトリ用紙が届いていない現場が多いのでバランス刃の意味がなくなるので、届かない場合には同じ厚みの素材シートをあらかじめ用意して取り付けて欲しい。