紙粉の一番の原因は刃先の潰れです。
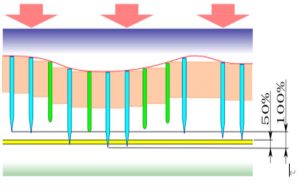
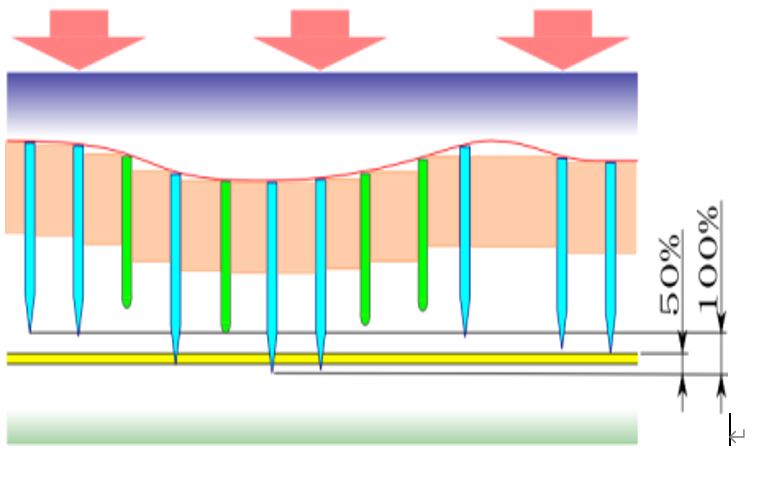
打抜加工では刃先は潰さずに抜く事は不可能です。いかに潰す量を少なくするか?に掛かってきます。右側写真はプレバランスの仕上がり写真です。黒い箇所は打抜圧が強い箇所で白い箇所が打抜圧の弱い箇所です。20μのPPSフイルムが抜圧が強いと深く刃が入り沢山のPPSフイルムが剥がされます。下に黒い台紙を置いてあるので細部にわたり高低差がある事が理解できます。一番黒い箇所と一番白い箇所の高低差はPPSフイルムが6層以上の差が有ります。これは新台から3年も経過すれば6枚の高低差、すなわち20μ×6枚=120μの差が生じます。120μとはムラ取りテープ40μが三枚分です。この事は何を表しているか?と云うと右側のイラストです。120μ以上の高低差の打抜機で50%切れた状態の打抜機では最初に切れた刃が60μ潰れて初めて50%切れると云う事です。初めに切れた刃先が潰れて次に高い刃先に届くと云う事で順番に刃先を潰して50%迄切れる様に成ると云う事です。