
















三和製作所製オン型セット方法の基本はパンチングメタルにオン治具を取り付けるのだがオンメン落丁型を使おうとするとパンチングメタル無しの通常フレームに入替しなければいけない。(現在の新台ではパンチングメタルのみの出し入れに変更されている。)
オン型を使う為の入れ替え作業はパンチングメタルフレームが重たい為に通常フレームとの入替が大変でやりたくない作業なのでオンメン落丁型は使えないと考えている会社は多いです。
その為に入替せずにパンチングメタルに直接オンメン落丁型を簡単に取り付けるジグを開発した。


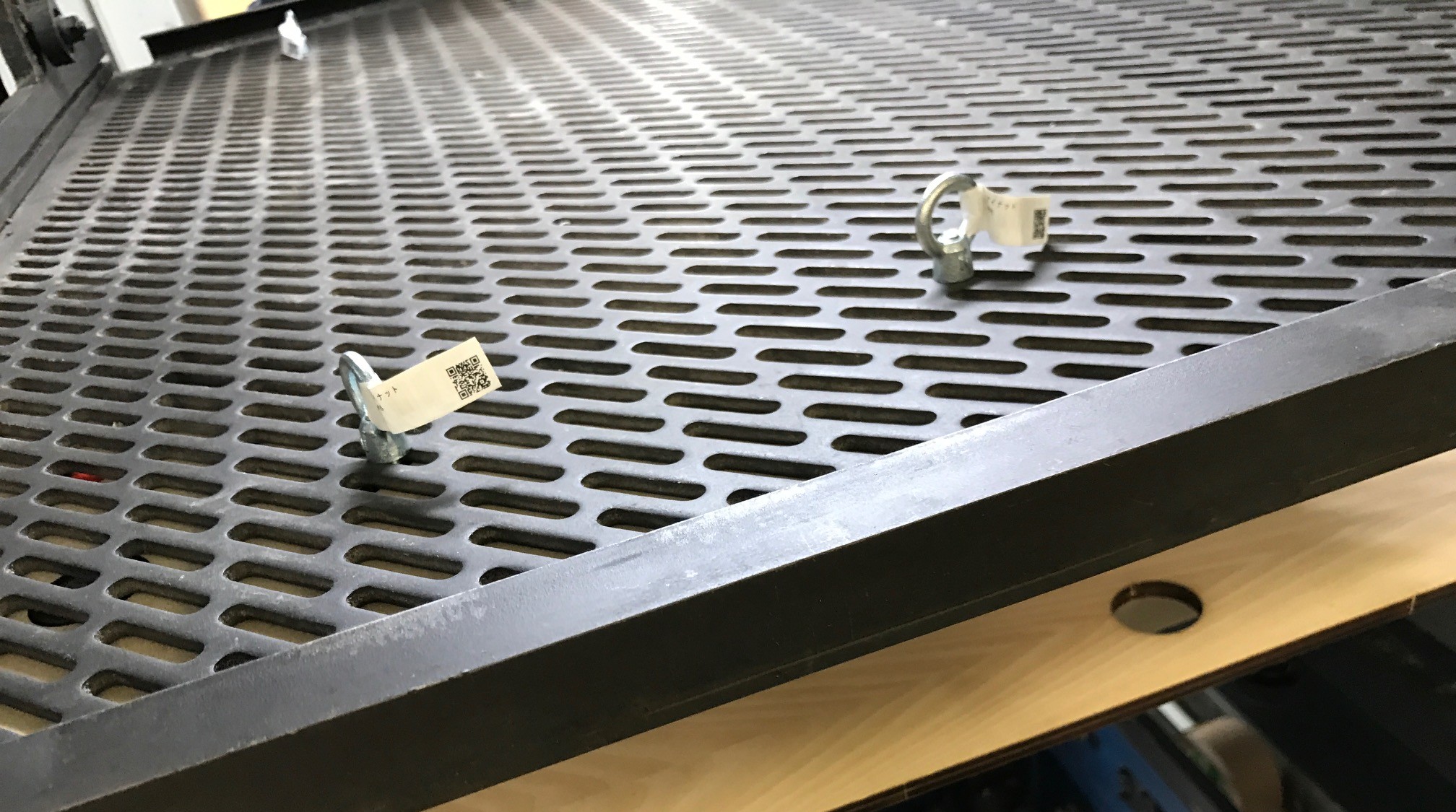
左側がメン型の上でオン型を簡単に位置合わせさせる為のジョインターだ。オン型に取り付ければ簡単にメン型の穴に入れれば位置が合わせ。(定価3万円)
右側が磁石のマグネッターがオン型に取り付けられていればパンチングメタルを落とせば磁力で仮止めが出来てボルトナットで固定が出来る。(定価5万円)
ただ、落丁型も単純にオン型高さを通常の16厚みベニヤで50mm高さでオン型を作るのでは無く12mmベニヤで32mmの高さで作らないといけない。しかも当社では下ピン無しの15分でセット可能なオンメン落丁型を提供している。もちろんお使いの抜型メーカー様への技術指導もさせて頂きます。
【使用方法】
この方法には先ず正確な位置にメン型をセットしなければいけない。下ピン無しのセット方法では尚更だ。メン型の正確な位置にセットする為に下記写真の様にメン型を作成する。
正確に合す為に位置合わせにプラスのケガキが入ったターゲットフイルムをメン型に貼り込む。これは製品の̚カドやステ刃の位置に貼り込む事で下から覗くと正確な位置が確認できまる。ワンタッチで合すセンターロックの打抜機でも合っていない事が多い。下ピン無しの落丁がうまく行かないのは先ずメン型の正確な位置が原因である。


ではオン型のセットは・・・
 ①マグネッターをオン型に取り付ける。
①マグネッターをオン型に取り付ける。
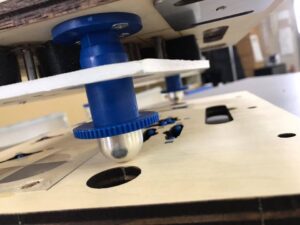
②ジョインターをオン型に取り付けメン型に板紙を置いて滑り込ませ上に置く。
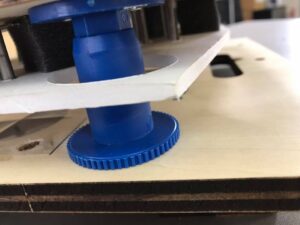
③メン型の相対する穴にジョインターを入れる事で位置が決まる。
④パンチングメタルを下に徐々に下げるとマグネッターの磁石でオン型が正確な位置で接合する。


⑤オン型からジョインターを外してマグネッターにボルトを通してパンチングメタル上でリング付きナットを閉まる。(現在マグネッター側から入れるボルトには座金が必要です)
以上約15分位の作業で終わる。
【関連ページ】
脱着式コノ字バー・・・https://dieranger.com/blog/archives/810
下ピン無し落丁・・・https://dieranger.com/blog/archives/6
8パイ10パイ丸穴落丁・・・https://dieranger.com/blog/archives/778
下ピン無しの落丁詳細・・・https://dieranger.com/jp/stripranger.php


